西湖專(zhuān)業(yè)的輕鋼結構價(jià)格
發(fā)布時(shí)間:2024-08-03 00:31:44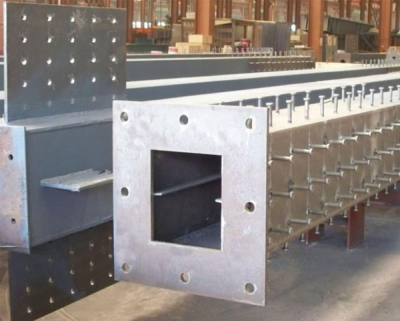
西湖專(zhuān)業(yè)的輕鋼結構價(jià)格
一切的工程,全是歷經(jīng)嚴苛的實(shí)際操作,才可以開(kāi)展下來(lái)的,因此大家的專(zhuān)業(yè)技術(shù)人員,要掌握清晰這一塊,也是一樣,那么沒(méi)經(jīng)批準擅自生產(chǎn)加工的不良影響是啥?在制做、安裝全過(guò)程中,發(fā)覺(jué)工程圖紙中出現不正確或不清楚的難題,工程施工專(zhuān)業(yè)技術(shù)人員沒(méi)經(jīng)設計方案企業(yè)愿意,憑工作經(jīng)驗私自隨意修改工程圖紙。那樣,有可能出現對設計方案工作人員的設計意圖(如預制構件的必要性、特點(diǎn)、載荷尺寸、結構形式、地應力情況、聯(lián)接方式、辦公環(huán)境等)沒(méi)有徹底了解,就更改設計方案,易出現不正確,進(jìn)而造成達不上設計方案規定,減少預制構件的安全性度和使用期或出現重特大安全事故。

西湖專(zhuān)業(yè)的輕鋼結構價(jià)格
在加工制造過(guò)程中容易出現質(zhì)量問(wèn)題,而后加工的主要難點(diǎn)是特殊的重要工序。一般過(guò)程中質(zhì)量問(wèn)題的發(fā)生率很低。在中,特殊工藝包括焊接和噴漆,重要工藝包括下料和組裝。安裝裝配零件的裝配間隙超過(guò)規范和技術(shù)文件的要求,間隙分別為3毫米和7毫米;有些零件在裝配過(guò)程中沒(méi)有校正,裝配后的變形不能消除變形;操作人員應自己畫(huà)出切割零件的孔位置和尺寸,焊接區域不得表面安裝。加工;圖紙尺寸不正確導致裝配錯誤。

西湖專(zhuān)業(yè)的輕鋼結構價(jià)格
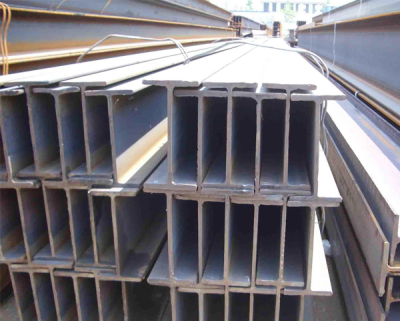
是工廠(chǎng)制造的部件。構件制造首先是根據加工圖紙放樣下料。如果構件的加工質(zhì)量達不到要求,下一道工序和操作都會(huì )受到一定程度的影響,這也會(huì )導致構件的質(zhì)量打折扣,進(jìn)而影響整個(gè)建筑的質(zhì)量。因此,鋼結構的下料必須嚴格按照圖紙進(jìn)行。主要有三種連接方式,一種是焊接,另一種是螺栓連接,另一種是鉚釘連接。然而,在構件的制造過(guò)程中,焊接是主要的方法,焊接質(zhì)量關(guān)系到整個(gè)建筑的服務(wù)質(zhì)量。因此,在焊接方面必須進(jìn)行全焊,不允許有泄漏。
西湖專(zhuān)業(yè)的輕鋼結構價(jià)格
由于安裝過(guò)程中出現了一些失誤,會(huì )造成安裝效果不佳,達不到預期的效果。這時(shí),我們可以用一些措施和方法來(lái)補救,而就是其中之一,那么有什么措施和方法來(lái)防止時(shí)出現的偏差呢?進(jìn)入現場(chǎng)應進(jìn)行抽查測量,變形的超差應及時(shí)糾正,合格后方可進(jìn)入安裝。檢查和校準計量器具是否完好,計量檢定是否過(guò)期,以保證計量器具的準確性。制作鋼結構時(shí),考慮鋼結構上荷載的壓縮變形值和接頭焊縫的收縮變形值,施工中嚴格控制焊接收縮變形,注意基礎沉降的變化。

西湖專(zhuān)業(yè)的輕鋼結構價(jià)格
電焊焊接后熱處理工藝的目地有消氫、清除電焊焊接應力場(chǎng)、改進(jìn)電焊焊接組織 和綜合性能三個(gè)。焊接后的消氫解決是指電焊后,焊接未冷卻到100℃以下時(shí),開(kāi)展的超低溫熱處理技術(shù)。通常的標準是200~350攝氏度的加熱和2~6小時(shí)的保溫。在高合金鋼的焊接過(guò)程中,快速消除焊縫和熱割部位氫氣的散失,避免電焊裂紋對焊縫的實(shí)際影響是非常明顯的。有什么問(wèn)題可以聯(lián)系我們!